At ColdSafe, we understand that the right flooring in a modular chiller or freezer isn’t just about durability—it’s about hygiene, insulation, safety, and long-term efficiency. That’s why we offer a range of modular coldroom flooring options, engineered to meet the rigorous demands of various industries including food service, pharmaceuticals, logistics, and retail.
Why Flooring Matters in Cold Storage
Coldroom flooring must withstand not only heavy foot traffic and equipment loads but also extreme temperatures, moisture, and chemical exposure. In freezers and chillers where temperature fluctuations and condensation are common, poorly selected flooring can lead to structural degradation, microbial growth, and energy inefficiency.
At ColdSafe, we help you select the ideal flooring solution based on your operational requirements, temperature range, hygiene needs, and load-bearing expectations.
Modular Flooring Options
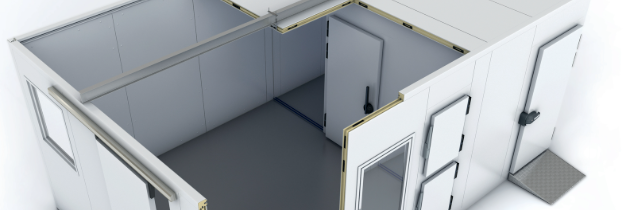
1. Insulated Floor Panels
Our insulated floor panels are made from high-density polyurethane or PIR cores with reinforced finishes, ensuring thermal efficiency and structural integrity. These panels are ideal for both chillers and freezers and can be customized for high-traffic or heavy-load areas.
Key Benefits:
Excellent thermal insulation
Resistant to moisture and chemicals
Easy to install and maintain
Compatible with racking and trolleys
2. Aluminium Chequer Plate Flooring
For added durability and slip resistance, ColdSafe offers aluminium chequer plate as a finishing layer over insulated panels. This is a popular choice in environments where hygiene, corrosion resistance, and impact tolerance are critical.
Key Benefits:
Anti-slip surface for worker safety
Resistant to corrosion and wear
Easy to clean and maintain
Ideal for walk-in freezers and high-traffic chillers
3. Stainless Steel Flooring
When hygiene is paramount—such as in pharmaceutical or high-care food environments—stainless steel flooring offers the highest standard. ColdSafe stainless steel floor systems are welded or sealed to create a watertight, hygienic surface that resists bacterial growth.
Key Benefits:
Seamless, hygienic finish
High resistance to acids and chemicals
Durable under heavy traffic
Long lifecycle with minimal maintenance
4. Heavy-Duty Reinforced Flooring
For operations involving forklifts or pallet jacks, our heavy-duty flooring systems are reinforced with concrete or high-density polymer cores. These modular systems are built to endure constant stress while preserving thermal insulation and hygiene.
Key Benefits:
Designed for industrial applications
Impact and load resistant
Maintains insulation integrity under pressure
Modular and easily serviceable
Customization and Compliance
Every ColdSafe flooring solution is designed to comply with HACCP, ISO, and local building regulations. Whether you’re outfitting a small modular freezer or a large-scale chiller facility, our design team works closely with you to ensure all materials meet your specific needs and safety standards.
Why Choose ColdSafe?
With a wealth of experience in cold storage innovation, ColdSafe is a leading provider of modular coldroom systems across the United Kingdom. Our focus on quality, flexibility, and compliance means our clients can operate with confidence—knowing their coldroom flooring is built to last and perform.
Contact Us Today
Ready to upgrade or design a modular coldroom? Let our experts guide you to the perfect flooring solution for your chiller or freezer. Visit www.coldsafe.com or contact us at info@coldsafe.com to get started.